
Manual / Semi-Automatic / Automatic Models
Description
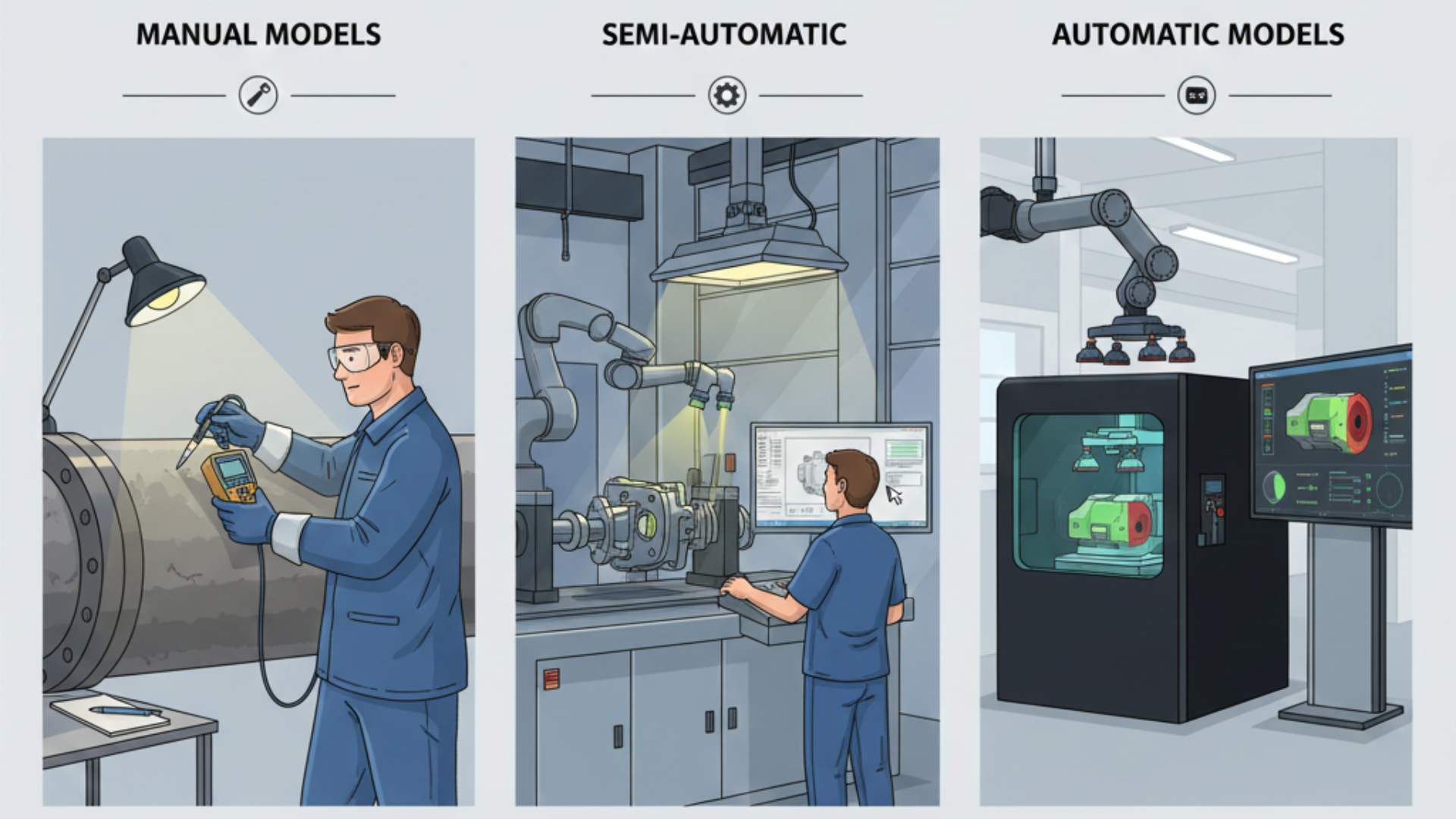
Manual, Semi-Automatic, and Automatic NDT Models
In the world of Non-Destructive Testing (NDT), particularly for methods like Ultrasonic Testing (UT), Magnetic Particle Inspection (MPI), and Liquid Penetrant Inspection (LPI), inspection systems are broadly categorized by their level of automation. This classification determines the operator involvement, inspection speed, and reproducibility of the results.
1. Manual Models
Manual systems rely entirely on the operator to control the equipment, manipulate the sensor/probe, and interpret the results.
-
Operator Involvement: High. The operator physically moves the probe (e.g., a UT transducer or MPI yoke) and records the data.
-
Key Features: Highest flexibility, portability, and lowest initial cost.
-
Examples: Handheld UT flaw detectors, portable MPI yokes, and aerosol DPI/PT kits.
-
Drawbacks: Results are highly dependent on the skill and fatigue of the operator; slower inspection speed; data logging is often paper-based or requires manual input.
2. Semi-Automatic Models
Semi-automatic systems introduce mechanized movement for the probe or the component while still requiring the operator to monitor the process, make decisions, and approve indications.
-
Operator Involvement: Medium. The system handles repetitive motion (e.g., raster scanning), but the operator controls the overall program, interprets the signal, and manages calibration.
-
Key Features: Improved inspection speed and better coverage reproducibility than manual systems.
-
Examples: Bench-mounted MPI systems where the part is manually loaded, but the magnetization cycles are automated; UT scanning systems (like immersion tanks) where the probe is driven by motors but the operator analyzes the B-scans.
-
Drawbacks: Requires dedicated fixtures and training for the mechanized components; less flexible than manual systems.
3. Automatic Models
Automatic systems integrate fully mechanized component handling, programmed inspection routines, automated data analysis, and pass/fail decision-making based on pre-set criteria.
-
Operator Involvement: Low. The operator’s main role is to load/unload parts, select the inspection program, and monitor the overall system health and process alarms.
-
Key Features: Highest throughput, excellent repeatability, and objective data analysis. Ideal for high-volume production environments.
-
Examples: Automated Phased Array UT (PAUT) gantry systems for pipes or welds; automated Fluorescent Penetrant Inspection (FPI) processing lines with robotic handling and dark room cameras/analyzers.
-
Drawbacks: Highest initial cost, complex programming, and limited flexibility for non-standard parts; performance relies heavily on precise programming and sensor calibration.





Reviews
There are no reviews yet.