

Forging Samples
Description
Forging samples are reference pieces used in Non-Destructive Testing (NDT) to calibrate equipment and qualify personnel for the inspection of materials that have been strengthened and shaped by the forging process (hammering, pressing, or squeezing).
Forgings are critical components in high-stress applications (like aerospace, power generation, and automotive) due to their superior strength, ductility, and fatigue resistance, which results from the controlled grain flow established during the working process.
Applications in NDT
Forging samples, like other NDT specimens, are divided into two main categories:
1. Calibration Blocks
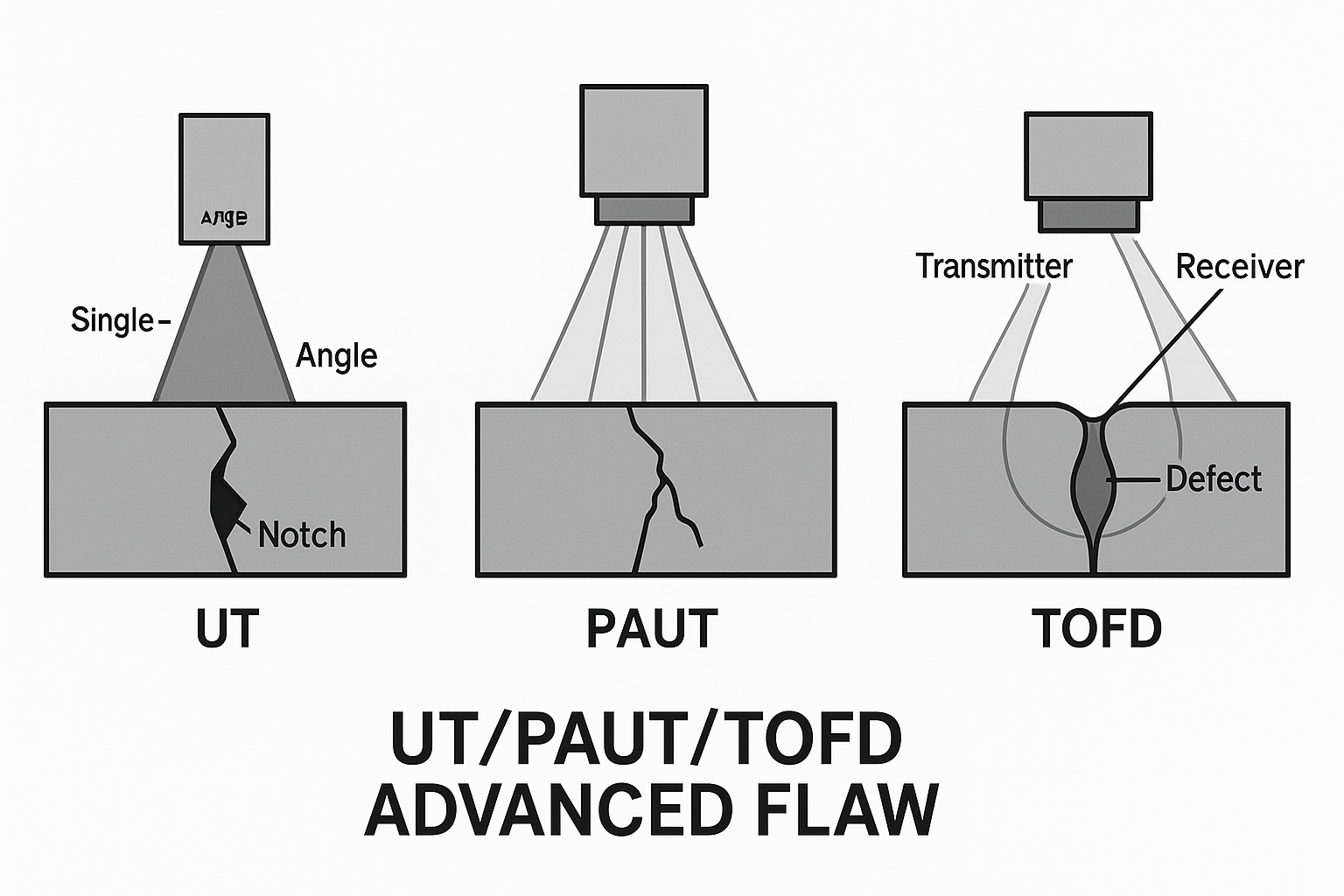
These blocks are used to set the sensitivity and ensure the accuracy of the NDT instrument, particularly for Ultrasonic Testing (UT).
-
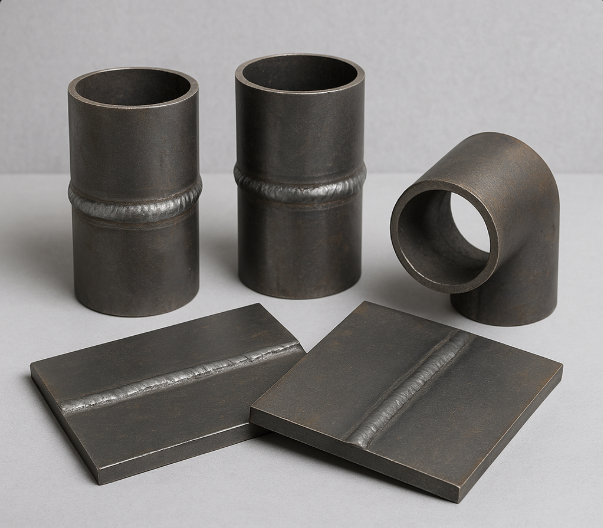
Material Match: Calibration blocks must be made of the same material and have a similar surface finish and geometry (e.g., bar, ring, disc) as the forging being inspected to ensure the correct sound velocity and attenuation are set.
-
Reference Reflectors: Forging UT often relies on Flat-Bottom Hole (FBH) blocks conforming to standards like ASTM E127 or ASTM A388/A388M. These blocks feature FBHs of a specific diameter drilled to varying depths to establish a Distance Amplitude Correction (DAC) curve. This compensates for sound loss and ensures that a flaw of a given size produces the same signal amplitude regardless of its depth.
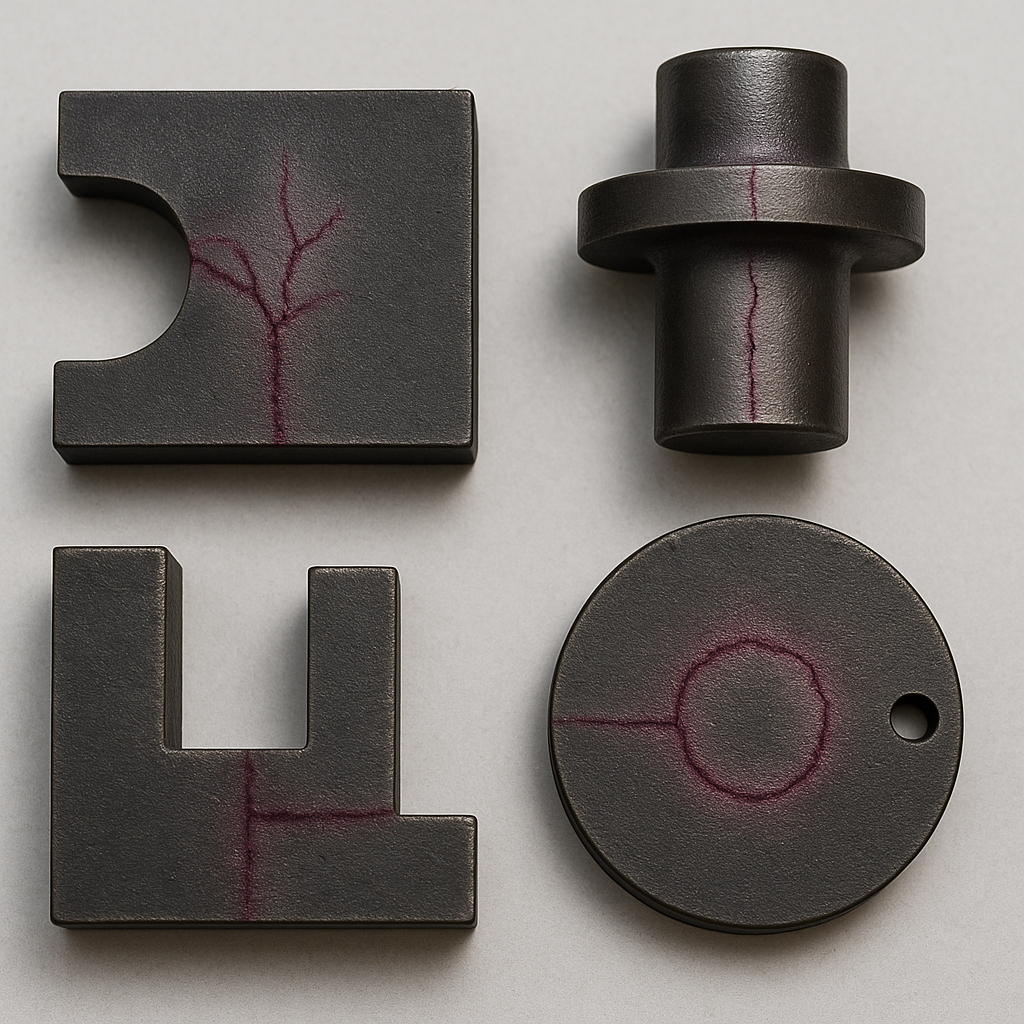
2. Flawed Specimens (Demonstration Blocks)
These are samples of actual forged material that contain purposely induced defects of known size and location.
-
Function: Used for procedure qualification and personnel certification to demonstrate the ability to detect and accurately size the flaws unique to forged products (e.g., a forged pipe flange or an eye hook with internal flaws).
-
Documentation: Flawed specimens are supplied with certification documents detailing the exact type, size, and location of the internal discontinuities.
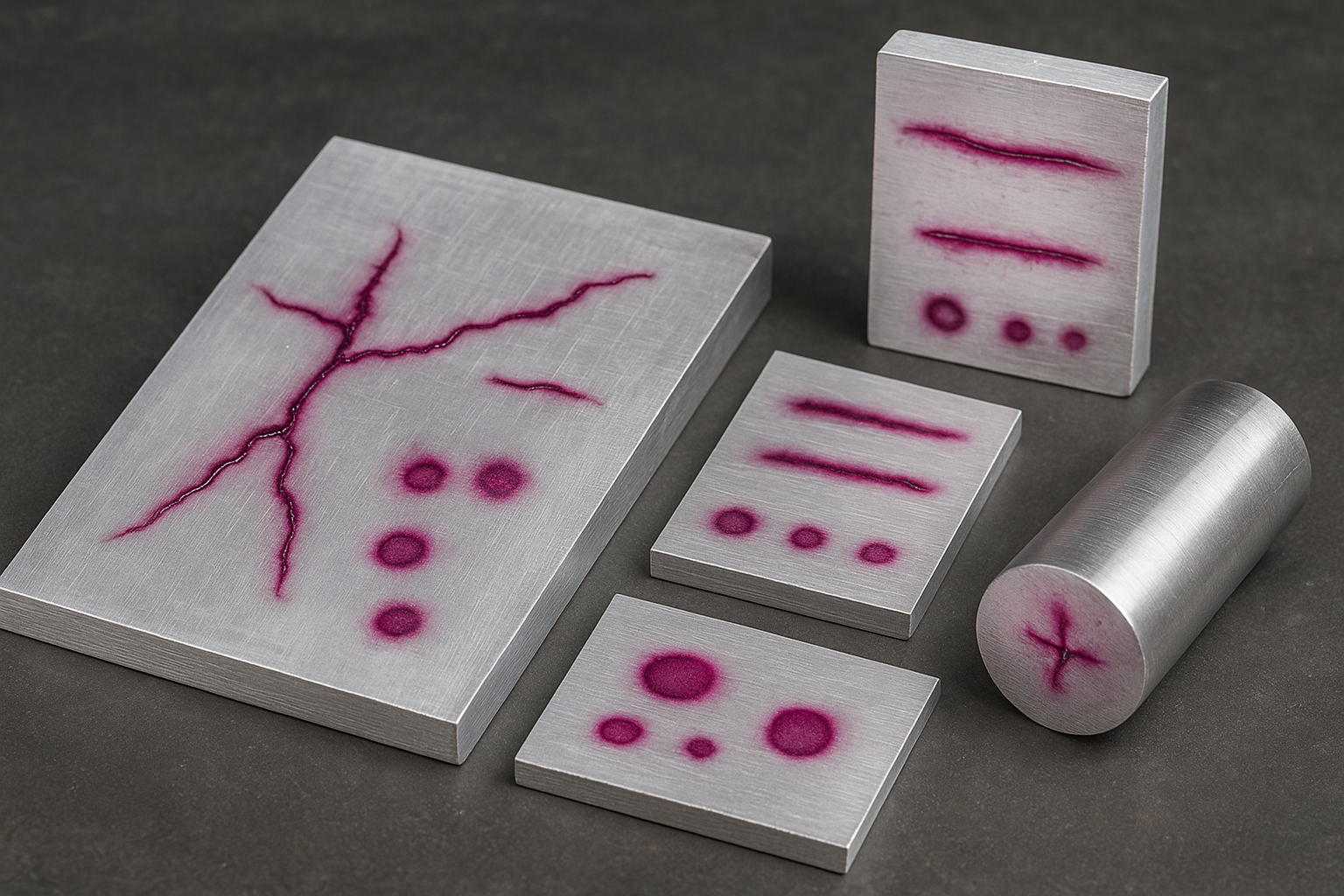
Common Flaws in Forging Samples
The flaws found in forgings are generally elongated and planar due to the way they align with the material’s grain flow during the mechanical working process.
| Flaw Type | Origin and Characteristics | NDT Method of Detection |
| Flakes | Internal cracks caused by hydrogen entrapment and high residual stresses during rapid cooling. They are typically internal, planar, and dispersed. | Ultrasonic Testing (UT), Radiography (RT) |
| Laps & Folds | Surface-breaking discontinuities caused when excessive material folds over itself during the forging process. | Magnetic Particle Testing (MT), Liquid Penetrant Testing (PT) (surface), UT (sub-surface) |
| Bursts/Internal Ruptures | Internal cracks caused by excessive tensile forces or forging at incorrect temperatures, often occurring in the center of the forging. | Ultrasonic Testing (UT) |
| Pipes (Ingot) | Voids or cavities in the center of the original ingot that were not completely removed before forging. These voids get elongated during the forging process. | Ultrasonic Testing (UT) |
| Scale Pits | Small surface depressions caused by oxide scale from preheating being pressed into the metal surface. | Visual Testing (VT), MT, PT |

Reviews
There are no reviews yet.