Casting Samples
Assured
Returns
Enquiry
Support
Casting samples are specialized test pieces used in Non-Destructive Testing (NDT) to qualify inspection procedures, calibrate equipment, and certify personnel for the examination of cast metal components.
Unlike forged or welded parts, cast components have distinct internal microstructures and are prone to a different set of flaws, which requires unique calibration standards and flaw specimens.
Types of Casting Samples in NDT
Casting samples used in NDT are categorized based on their purpose:
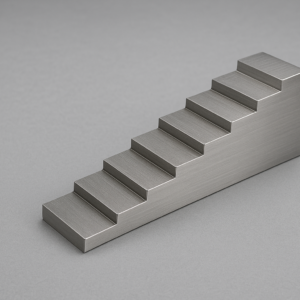
1. Calibration Blocks (Reference Standards)
These blocks are made of the same material (or an acoustically equivalent material) as the casting to be inspected and are used to ensure the NDT equipment is functioning and calibrated correctly.
-
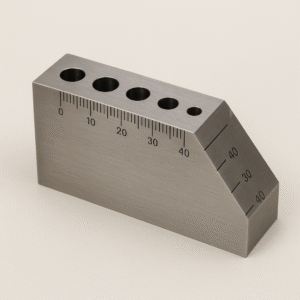
Flat-Bottom Hole (FBH) Blocks: These are commonly used for Ultrasonic Testing (UT) of castings. They contain a series of flat-bottom holes of the same diameter drilled to varying depths. They are used to establish a Distance Amplitude Correction (DAC) curve to ensure that flaws of the same size generate the same signal amplitude, regardless of their distance from the transducer.
-
Standard: ASTM A609/A609M specifies the use of FBH blocks for the ultrasonic examination of steel castings.
-
-
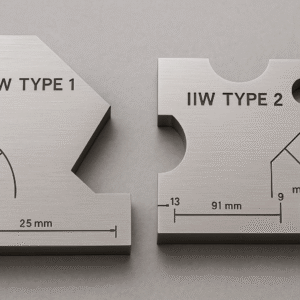
IIW Blocks: While primarily for welded products, modified versions are sometimes used for general setup, such as setting the sound velocity and beam index point for UT on geometrically complex castings.
2. Flawed Specimens (Demonstration Blocks)
These are actual cast parts or blocks that contain known, real-world flaws intentionally introduced during the casting process (or simulated via machining).
-
Purpose: They are essential for:
-
Procedure Validation: Proving that an NDT procedure can reliably detect and accurately size the flaws typically found in that component.
-
Personnel Certification: Used in practical exams for technicians to demonstrate their ability to find and characterize the hidden defects.
-
-
Geometry: These specimens often match the geometry of a common cast component, such as a pipe flange, valve body, or eye hook, to make the inspection highly realistic.
Common Casting Defects Detected
Casting flaws originate during the solidification of the molten metal, giving them characteristics (like rounded edges or dispersed patterns) that differ from linear welding cracks.
| Defect Type | Characteristics | NDT Method of Detection |
| Porosity / Blowholes | Spherical or elongated gas cavities, often rounded and smooth-walled. | Radiography (RT), Ultrasonic Testing (UT) |
| Shrinkage | Voids or cavities caused by the metal shrinking as it solidifies. Can be dendritic (fine lines), filamentary (connected lines), or sponge (lacy texture). | Radiography (RT) (primary method), UT |
| Inclusions | Non-metallic foreign material (like slag or sand) trapped in the metal matrix. | RT, UT |
| Cracks / Hot Tears | Thin, linear discontinuities, often jagged or branched, occurring during cooling. | Magnetic Particle Testing (MT), Liquid Penetrant Testing (PT) (surface breaking), UT |
| Cold Shut / Lap | A seam or line where two streams of molten metal met but failed to fuse completely. | MT, PT (if surface-breaking), RT |
The choice of NDT method depends on the type of defect:
-
Surface Methods (MT/PT): Effective for surface-breaking flaws like cracks and cold shuts.
-
Volumetric Methods (RT/UT): Essential for internal defects like porosity, shrinkage, and inclusions. Radiography (RT) is often the preferred method for characterizing volumetric casting defects due to their complex shapes.
No Reviews Yet
Be the first to share your experience with this product.
Get a Quote for Casting Samples
Our NDT specialists will respond within 24 hours with pricing, specifications, and lead times. For urgent requirements, reach us directly via WhatsApp or phone.